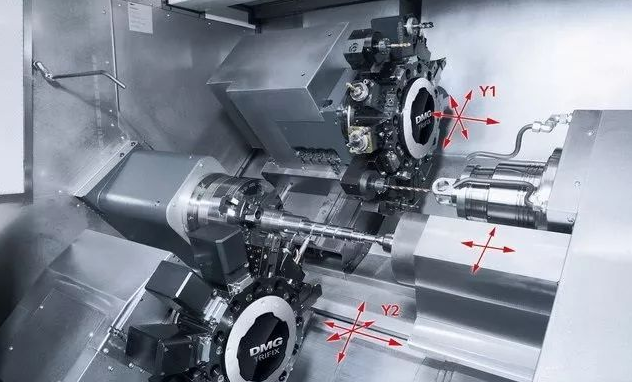
CNC五金加工正確挑選“刀點”與“換刀點”的明確因為匯編程序從該點剛開始實行,無人飛機cnc生產加工零配件,因此對刀點又稱之為“程序流程起點”或“起刀點”。在程序編寫時,應正確地挑選“對刀點”和“換刀點”的部位。“對刀點”便是在數控機床機床上生產加工零件時,數控刀片相對性于工件健身運動的起點。對刀點的挑選標準是:
1.有利于用數字解決和簡單化程序編寫;
2.在機床上找正非常容易,生產加工中有利于查驗;
3.造成的生產加工偏差小。對刀點可選擇在工件上,也可選擇在工件外邊(如選在工裝夾具上或機床上)但務必與零件的精準定位標準有一定的規格關聯。以便提升加工精度,對刀點應盡可能設在零件的設計方案標準或加工工藝標準上,如果在孔精準定位的工件,可選擇孔的中心做為對刀點。數控刀片的部位則為此孔來找正,使“刀結構域”與“對刀點”重合。加工廠常見的找正方式是將千分表裝在機床主軸軸承上,隨后旋轉機床主軸軸承,以使“刀結構域”與對刀點一致。一致性越好,對刀精密度越高。說白了“刀結構域”就是指車床車刀、鏜刀的尖刀;麻花鉆的鉆尖;合金銑刀、端車刀刀片底邊的中心,球頭車刀的球頭中心。零件安裝后工件平面坐標與機床平面坐標就擁有明確的規格關聯。在工件平面坐標設置后,CNC精密機械加工,從對刀點剛開始的第一個匯編程序的平面坐標;為對刀點在機床平面坐標中的平面坐標為(X0,Y0)。
當按絕對值程序編寫時,無論對刀點和工件起點是不是重合,全是X2、Y2;當按增加量值程序編寫時,對刀點與工件起點重合時,第一個匯編程序的平面坐標是X2、Y2,不重合時,則為(X1十X2)、Y1+Y2)。對刀點既是程序流程的起點,也是程序流程的終點站。因而在大批量生產時要考慮到對刀點的反復精密度,該精密度能用對刀點距離機床起點的平面坐標(X0,Y0)來校對。說白了“機床起點”就是指機床上一個固定不動不會改變的極限點。
比如,對數控車床來講,就是指車床主軸旋轉中心與車前液壓卡盤內孔的相交點。說白了“換刀點”是佰刀臺轉位換刀時的部位。該點能夠是某一支撐點(如生產加工中心機床,其換刀機械臂的部位是固定不動的),還可以是隨意的一點(如數控車床)。換刀點應建在工件或工裝夾具的外界,以刀臺轉位時不碰工件以及它構件為標準。其預設值能用具體測量法或測算明確,生產過程中必須換刀時,應要求換刀點。
東莞兆恒機械17年專注與沉淀完善的供應鏈體系,擁有100多臺Top10國際一線品牌CNC數控加工中心與完善的檢測設備,滿足客戶對零件精密的要求;擁有人均20年經驗的工程師團隊,具備強大的研發、設計、生產、組裝能力,為醫療、半導體、自動化、汽車、光學等不同領域客戶提供工業配套一站式服務,歡迎來圖定制!